


GAS TUNGSTEN ARC WELDING

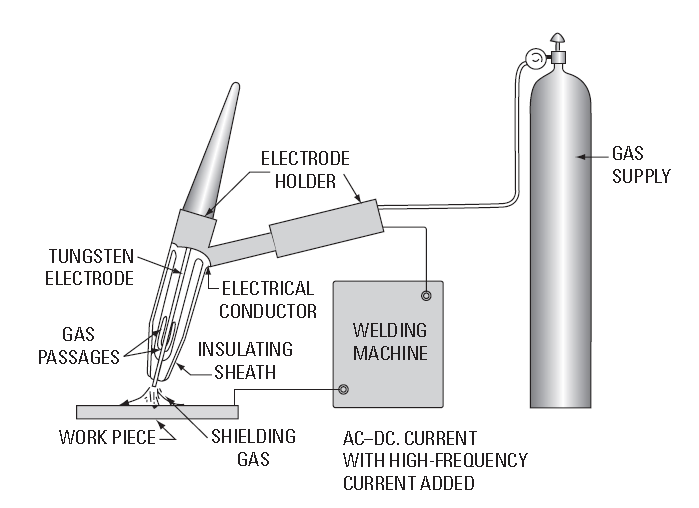
Gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding, is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area and electrode is protected from oxidation or other atmospheric contamination by an inert shielding gas (argon or helium), and a filler metal is normally used, though some welds, known as auto genous welds, do not require it. A constant-current welding power supply produces electrical energy, which is conducted across the arc through a column of highly ionized gas and metal vapors known as a plasma.

Gas tungsten arc welding (GTAW) was one of the first major developments away from the use of ordinary shielded electrodes. It was developed in the 1940s for metals that were difficult to weld. Aluminum, magnesium, chrome, and molybdenum steels were of concern because they were used in
aircraft and other war materials. Originally developed for welding magnesium, GTAW uses a tungsten electrode held in a special holder. The diameter of the tungsten electrode is changed to fit the job. An inert gas passes through the holder with sufficient flow to form an inert shield around the arc and the molten pool of metal. This shield protects the molten pool from the atmosphere

alloy steels
carbon steels
stainless steels
aluminum alloys
beryllium alloys
copper-based alloys
nickel-based alloys
titanium
zirconium alloys
The gas tungsten arc produces its welding heat by holding an arc between the tungsten rod tip and the base metal.
Note that the high temperature area is protected by an inert gas.

The GTAW process can be used manually or set up for automatic welding. All welding processes can be done by GTAW, including:
1-continuous beads
2-skip welds
3-intermittent welds
4-spot welds
Argon or helium, or a mixture of them, is used as the inert gas shielding medium. Because the tungsten electrode is not consumed at arc temperatures in these inert gases, the arc length remains constant so that the arc is stable and easy to maintain.
The tungsten electrodes often are treated with thorium or zirconium to provide better current-carrying
and electron-emission characteristics. A high-frequency, highvoltage current usually is superimposed on the regular AC or DC welding current to make it easier to start and maintain the arc.
When a filler wire is needed, a fine, continuous filler wire is heated by passing an electric current through it. The wire melts as it feeds into the weld puddle just behind the arc, as a result of the I2R effect.
I2R drop means electrically it is the current squared time the resistance that produces the heat for welding.
The deposition rate is several times what can be achieved with a cold wire, and it can be increased further by oscillating the filler wire from side to side when making a wide weld. This hotwire
process cannot be used in welding copper or aluminum, however, because of their inherently low resistances
As mentioned earlier, gas tungsten arc welding produces very clean welds. No cleaning or slag removal is required because no flux is used. Skilled operators often produce welds that can scarcely be seen. However, the surfaces to be welded must be clean and free of oil, grease, paint, or rust, because the inert gas does not provide any cleaning or fluxing action.
Gas Tungsten Arc Spot Welding
A variation of gas tungsten arc welding is employed for making spot welds between two pieces of metal without the necessity of having access to both sides of the joint. The basic
procedure is shown in

A modified and vented inert-gas tungsten arc gun and nozzle are used, with the nozzle
pressed against one of the two pieces of the joint. The work pieces must be sufficiently rigid to sustain the pressure that must be applied to one side in order to stay in reasonably good contact. The arc between the tungsten electrode and the upper work piece provides the necessary heat, and an inert gas, usually argon or helium, flows through the nozzle and provides a shielding atmosphere. Automatic controls move the electrode to make momentary contact with the workpiece to
start the arc, and then they withdraw and hold it at a correct distance to maintain the arc. The duration of the arc is timed automatically so that the two work pieces are heated sufficiently to form a spot weld under the pressure of the arc gun’s nozzle. The depth and size of the weld nugget are controlled
by the amperage, time, and type of shielding gas,

Plasma arc welding
The arc used in TIG welding can be converted to a high energy jet by forcing it through a small hole in a nozzle. This constricts the arc and forms the plasma jet.

Plasma arc welding relies on a special technique known as key holing. First a hole is pierced through the joint by the plasma arc. As the torch is moved along the joint, metal melts at the front of the hole, swirls to the back and solidifies. Plasma arc welding is mainly used for butt joints in plates and pipes. Its principal advantage is that it gives controlled penetration. The gas surrounding the electrode is
usually argon. Either argon or an argon-hydrogen mixture can be used for the shielding gas. The plasma arc process is also used for cutting.

Principles
Tungsten inert gas shielded welding is usually called TIG welding. It uses an arc between a tungsten electrode and the work to fuse the joint. The electrode is not melted and any filler metal needed to build up the weld profile is added separately.
Both the molten metal in the weld pool, the tip of the filler wire and the hot electrode are protected from atmospheric contamination by a shield of inert gas. Usually the gas is argon, but helium by itself or mixed with argon may be used for special applications. Argon - hydrogen mixtures can be used for stainless steel.

Power Source
Power sources for TIG Power sources for use with TIG welding must be capable of delivering
a constant current at a preset value. They are often called ‘drooping characteristic’ units. Rectifier units are commonly used for dc welding although motor generators may be more suitable for site use.
Single phase transformer units are almost universally used for welding aluminium. Modern power sources have square waveform.
Combined ac/dc power sources can be used where there is a mix of work. Modern power sources combine constant current and constant voltage (cc/cv) and are called inverters.
Combined ac/dc power sources can be used where there is a mix of work. Modern power sources combine constant current and constant voltage (cc/cv) and are called inverters.
The power source should be equipped with:
1- foot operated on/off switch
2-remote control for the current
3-crater filling device
4- an arc starting device
5- gas control valves
6- water control valves - for nozzle cooling at high currents.
.


Electrodes
Pure tungsten electrodes can be used for TIG welding. Thoriated and zirconiated types give easier starting and better arc stability and are
generally preferred. Thoriated tungsten electrodes contain 2% thoria (thorium oxide) and are used
for dc welding. Zirconiated tungsten electrodes contain 2% zirconia (zirconium oxide) and are recommended for ac welding of aluminium. The diameter of the electrode is chosen to match the current. The minimum current depends on arc stability.
The maximum current a given diameter of electrode can carry is determined by the onset of overheating and melting.
Both direct current (dc) and alternating current (ac) can be used with TIG welding. Direct current with the electrode connected to the negative terminal of the power source is used for:
- carbon steels
- copper and its alloys
- stainless steels
- nickel and its alloys
-titanium and its alloys
- zirconium and its alloys
Alternating current is used for welding:
-aluminium and its alloys
- magnesium and its alloys
-aluminium bronze

A number of tungsten alloys have been standardized by the International Organization for Standardization and the American Welding Society in ISO 6848 and AWS A5.12, respectively, for use in GTAW electrodes, and are summarized in the adjacent table.


| ISO Class | ISO Color | AWS Class | AWS Color | Alloy |
|---|---|---|---|---|
| WP | Green | EWP | Green | None |
| WC20 | Gray | EWCe-2 | Orange | ~2% CeO2 |
| WL10 | Black | EWLa-1 | Black | ~1% La2O3 |
| WL15 | Gold | EWLa-1.5 | Gold | ~1.5% La2O3 |
| WL20 | Sky-blue | EWLa-2 | Blue | ~2% La2O3 |
| WT10 | Yellow | EWTh-1 | Yellow | ~1% ThO2 |
| WT20 | Red | EWTh-2 | Red | ~2% ThO2 |
| WT30 | Violet | ~3% ThO2 | ||
| WT40 | Orange | ~4% ThO2 | ||
| WY20 | Blue | ~2% Y2O3 | ||
| WZ3 | Brown | EWZr-1 | Brown | ~0.3% ZrO2 |
| WZ8 | White | ~0.8% ZrO2 |
Before use, the end of the electrode is ground on a silicon carbide wheel to give the most appropriate profile.
Contamination with other metals must be avoided as this lowers the melting point of the electrode.
For dc welding a sharp point is required.
For ac welding only a small bevel is needed as the end of the electrode becomes rounded when the arc isoperated.

Electrode Angles
In wire welding, you want to be sure that you properly position the wire electrode over the weld joint for maximum coverage. This involves paying special attention to the work angle and the travel angle.
The work angle is the angle at which the wire is pointing at the weld joint. For lap and T-welds, the work angle is 45°, for butt welds, it is 90°.
The travel angle is the angle of the wire as it travels along the weld path. For most wire welding
applications, this angle is 15-30°.



In wire welding, you want to be sure that you properly position the wire electrode over the weld joint for maximum coverage. This involves paying special attention to the work angle and the travel angle.
The work angle is the angle at which the wire is pointing at the weld joint. For lap and T-welds, the work angle is 45°, for butt welds, it is 90°.
The travel angle is the angle of the wire as it travels along the weld path. For most wire welding
applications, this angle is 15-30°.



Torches for TIG welding
TIG torches are rated according to the current they can carry without overheating. At currents above 150A the torch body and possibly the nozzle are water cooled.
At lower currents, the flow of shielding gas provides sufficient cooling.
An advantage of the TIG process is the availability of a range of torches which enable welds to be made even on small components.
The efficiency of the gas shield is critically dependent on the design of the nozzle.

A gas lens can be used to stabilise the gas shield. With this, the electrode can project further from the end of the nozzle, giving better visibility of the arc
and the weld pool

Gases for TIG welding
Pure argon Suitable for all metals. An argon-helium mixture which allows faster welding and deeper penetration on aluminium and its alloys and copper and its alloys.
An argon - helium - hydrogen mixture which gives lower ozone emissions, less surface oxidation, improves the weld profile, welding speed and penetration on stainless steel, cupro-nickel and nickel alloys.




1. Use Argon shielding for steel, stainless, and aluminum.
2. Use DC-Straight Polarity (DCEN) for steel and stainless. Use AC for aluminum.
3. Always use a push technique with the TIG torch.
4. Match the tungsten electrode size with the collet size.
5. Aluminum - use a pure tungsten, AWS Class EWP (green identifying band). Will form a balled-end in AC.
6. Steel and stainless steel - use a 2% thoriated tungsten, AWS Class EWTH-2 (red identifying band). Prepare a pointed-end for DCEN welding.
7. When welding a fillet, the leg of the weld should be equal to the thickness of the parts welded.




Applications
While the aerospace industry is one of the primary users of gas tungsten arc welding, the process is used in a number of other areas. Many industries use GTAW for welding thin work pieces, especially nonferrous metals. It is used extensively in the manufacture of space vehicles, and is also frequently employed to weld small-diameter, thin-wall tubing such as those used in the bicycle industry. In addition, GTAW is often used to make root or first-pass welds for piping of various sizes. In maintenance and repair work, the process is commonly used to repair tools and dies, especially components made of aluminum and magnesium. Because the weld metal is not transferred directly across the electric arc like most open arc welding processes, a vast assortment of welding filler metal is available to the welding engineer. In fact, no other welding process permits the welding of so many alloys in so many product configurations. Filler metal alloys, such as elemental aluminum and chromium, can be lost through the electric arc from volatilization. This loss does not occur with the GTAW process. Because the resulting welds have the same chemical integrity as the original base metal or match the base metals more closely, GTAW welds are highly resistant to corrosion and cracking over long time periods, making GTAW the welding procedure of choice for critical operations like sealing spent nuclear fuel canisters before burial






thanks for your visit