

Wire Rope case study
Introduction
Wire rope is widely used in hoisting, haulage, and conveyer applications.By using many small diameter wires, twisted around a central core, some flexibility in the wire rope can be achieved, and it is possible for the wire rope to articulate drums and other radial segments.

Wire rope is manufactured by helically twisting many small wires together to form a strand FIG 1
Typically 7, 19, or 37 small wires are twisted into a strand. Subsequently, a number, often six or eight, of multiwire strands are twisted about a core to form the flexible wire rope.
 |
| FIG 1 |
The lay of a wire rope is designated by direction and type, with examples shown in Figure 2. The direction is right or left according to how the strands have been laid around the core. The type of lay is either regular or lang, depending on whether the wires in the strands are laid in the opposite direction of the strands or in the same direction as the strands.
 |
| FIG 2 |
1. Smaller strains occur in the outer layers as the rope passes over a drum or radius; and
2. The contact areas between wires are larger and, therefore, the contact stresses are smaller.
However lang lay rope has some disadvantages. It tends to rotate when axial loads are applied, unless the rope is secured at both ends. Lang lay rope has less resistance against crushing against a drum or sheave.
When a tensile load is applied to helically twisted wire rope, the wires tend to stretch and the helixes “tighten.” This causes Hertzian contact stresses and sliding motion between the wires. With load cycling and as wire rope is bent around formers and drums, the wire rope can experience failure due to:
• Tensile fatigue;
• Bending fatigue;
• Fretting fatigue;
• Surface fatigue wear;
• Abrasive wear;
• Yielding; or
• Rupture.
WIRE ROPE CLASSIFICATIONS
Some common multi wire strand wire rope configurations are indicated in Table 1.
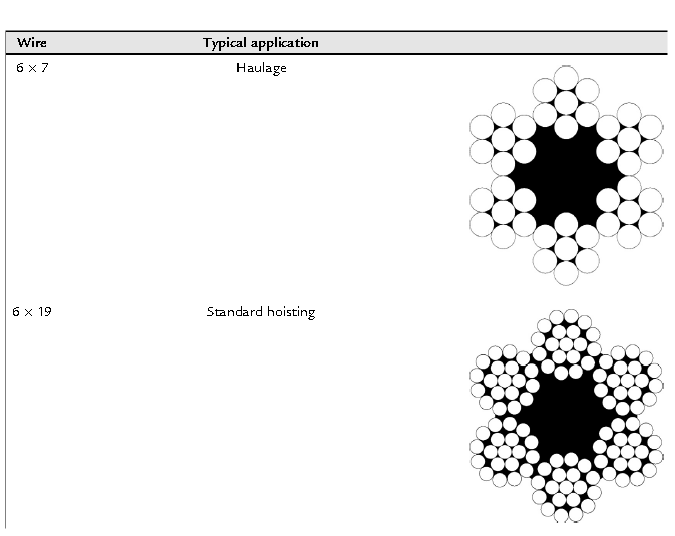

Cross sections of some commonly used wire rope construction



Wire Rope Selection
Aspects that require consideration in rope wire system design include the following:
• Materials;
• Wire rope dimensions;
• Construction type;
• Rope attachment;
• Drum or mandrel dimensions;
• Inspection and maintenance.
Striking a balance between abrasion resistance and resistance to bending fatigue is an important aspect of wire rope selection. Typically, empirical guidance for this is available in the form of use of an industry selection chart, known as an X plot or an X chart, Figure 3.
 |
| FIG 3 |
Usually wire rope selection is an iterative process. It requires selection of an initial set of
parameters, followed by an analysis of the proposed design, and then revision of the proposal
and re-analysis, as necessary.
The following procedure provides a basis for wire rope selection.
1. Establish the principal design specifications for the system such as loads, failure modes, life, safety, cost, and maintenance.
2. Select an initial wire rope construction using the X plot (Figure 3).
3. Select a wire rope material.
4. Select a safety factor.
5. Determine the rope size using st 𝝈t-T/A.
6. Using the rope diameter, determine the minimum recommended sheave diameter
7. Estimate the approximate bending stress in the outer wires
8. Determine the fatigue strength parameter,
9. Determine the required rope diameter based on fatigue.
10. Determine the wear based limiting pressure for the rope class and sheave or drum material
11. Calculate the necessary rope diameter based on wear.
12. Identify the larger of the wire rope diameters determined from consideration of dr static, dr fatigue, and dr wear.
13. Check all of the calculations with this new diameter and reconsider or modify the
selections if necessary.
The direct tensile stress can be estimated using
𝜎t = T /Arope (1)
whereT : is the resultant tensile force (N)
Arope : is the approximate metallic cross-sectional area of the rope (m²)
Force components that may need to be considered include
• Load to be lifted,
• Weight of the wire rope,
• Inertial effects from accelerating the load to the operational velocity (these forces can be a few times the static load),
• Impact loading, and
• Frictional resistance
The bending stress (N/m²) can be determined from
𝜎b= (dw/D)×Er (2)
where
dw :is the wire diameter (m);
D: is the sheave or drum diameter (m);
Er :is the modulus of elasticity of the wire rope (N/m²);
 |
| TABLE 2 |

Diameters of drums or sheaves in wire rope applications are controlled by two main considerations: (1) the radial pressure between rope and groove and (2) degree of curvature imposed on the rope by the drum or sheave size. Radial pressures can be calculated from
p = 2T/(Dd),
wherep = unit radial pressure,
T = rope load,
D = tread diameter of drum or sheave,
d = nominal diameter of rope
Maximum allowable bearing pressure between rope and sheave.
 |
| TABLE 3 |
Breaking strength
D² x 42 fibre core
D² x 45 wire core.
D : diameter of rope in
safety working load of wire rope
Rule of thumb for S.W.L : D² x 8 = (S.W.L) in tons.(this is based on safety factor of 5)

Wire Rope Fittings or Terminations
End terminations allow forces to be transferred from rope to machine, or load to rope, etc. Figure 4 illustrates the most commonly used end fittings or terminations. Not all terminations will develop full strength. In fact, if all of the rope elements are not held securely, the individual strands will sustain unequal loads causing unequal wear among them, thus shortening the effective rope service life. Socketing allows an end fitting which reduces the chances of unequal strand loading.
Wire rope manufacturers have developed a recommended procedure for socketing. A tight wire serving band is placed where the socket base will be, and the wires are unlaid, straightened, and ‘‘broomed’’ out. Fiber core is cut close to the serving band and removed, wires are cleaned with a solvent such as SC-methyl chloroform, and brushed to remove dirt and grease. If additional cleaning is done with muriatic acid this must be followed by a neutralizing rinse (if possible, ultrasonic cleaning is preferred). The wires are dipped in flux, the socket is positioned, zinc (spelter) is poured and allowed to set, the serving band is
removed, and the rope lubricated.
A somewhat similar procedure is used in thermoset resin socketing. Socketed terminations generally are able to develop 100 percent of nominal strength.
 |
| FIG 4 |


{kind=link}
thanks for your visit