


OXYACETYLENE WELDING INTRODUCTION AND HOW WELD
Oxyacetylene welding (OAW) is a welding process in which the heat for welding is produced by burning a mixture of oxygen and acetylene. It is commonly referred to as gas welding.

APPLICATIONS
Oxyacetylene was the first welding process used commercially and industrially, especially for welding cast iron, wrought iron, low-alloy steels, copper, and bronze. Except for repair and maintenance work, oxyacetylene welding has been replaced by various arc welding processes, such as shielded metal arc welding (or stick welding), gas metal arc welding (or MIG welding), and tungsten metal arc welding (or TIG welding). Although relegated to a minor role in welding, oxyacetylene is still widely used for a wide variety of nonwelding uses such as cutting, preheating and post-heating, flame hardening, case hardening, braze welding, brazing, soldering, and descaling.
Advantages:
⧭ Self-contained and easily portable equipment
⧭ Widely available equipment
⧭Relatively inexpensive equipment
⧭ Easy to learn
Disadvantages:
⧭ Slower welding process than others.
⧭ Uses volatile and potentially dangerous gases.
⧭ Fuel gas and oxygen cylinders require special handling
to avoid damage. Damaged cylinders can cause fire or
explosions.
OXYACETYLENE WELDING EQUIPMENT
A typical oxyacetylene welding station will include the following components:
(1) welding torch and nozzle;
(2)oxygen cylinder, oxygen regulator, and oxygen hose;
(3)acetylene cylinder, acetylene supply, acetylene regulator, and acetylene hose;
(4) flashback arrestors and check valves; and torch lighter/spark lighter
 |
| FIG 1 |
The welding torch is designed to mix oxygen and acetylene in nearly equal amounts, and then ignite and burn the gas mixture at the torch tip. The welding torch has two tubes (one for oxygen and the other for acetylene), a mixing chamber, and oxygen and acetylene valves to control and adjust the
flame (figure 2 )
 |
| FIG 2 |
The welding torch nozzle is replaceable and is available in a wide variety of sizes. The size selected will depend on the thickness of the metal being welded (TABLE 1)
Because tips are subject to wear, they must be replaced from time to time.

Oxygen cylinders are seamless steel containers holding about 244 cubic feet of oxygen at a pressure of 2200 psi at 70◦F. Smaller cylinders holding about 122 cubic feet is also available.
A typical oxygen cylinder (see Figure 3) has an outside diameter of approximately 9 inches, is 54 inches high, and weighs (empty) between 104 and 139 pounds.
 |
| FIG 3 |
The oxygen supplied through these cylinders is about 99.5% pure. The oxygen pressure will vary according to temperature changes, but the weight and percentage of oxygen remain the same.
Variations in oxygen cylinder pressures with respect to temperature changes are given in Table 2

content, as indicated by gauge pressure at 70◦F (for a 244- cubic-foot cylinder), is listed in Table 3

Acetylene cylinders are available in sizes ranging from a capacity of 10 cubic feet up to 360 cubic feet. Cylinders are available on lease or are sold on an exchange basis. Figure 4 illustrates the construction of a typical acetylene cylinder. Note the removable cap cover over the valve at the top
 |
| FIG 4 |
position on a hand truck or against a wall to prevent acetone leakage. Never drop or strike an acetylene cylinder. Even a slight shock can cause a cylinder to explode. Acetylene is very
unstable at elevated pressures.
NOTE
A damaged cylinder must be removed immediately to the outside of the building. No chances should be taken with a leaking acetylene gas cylinder.
Hoses and Hose Connections
Always use the shortest possible hose length between the cylinders and the torch. You will use less oxygen and acetylene with shorter hoses than with longer ones. You will also experience less pressure drop at the torch when using shorter hoses.
Pressure Regulators
The oxygen and acetylene pressure regulators are used to control gas pressure. They do this by reducing the high pressure of the gases stored in the cylinders to a working pressure delivered to the torch, and by maintaining a constant gas working pressure during the welding process. There is a regulator for the oxygen and another for the fuel gas. These gas pressure regulators are connected between the gas cylinder and the hose leading to the torch.
Never adjust an acetylene regulator to allow a discharge greater than 15 psi (103.4 kPa) gauge
GAS WELDING RODS
Gas welding rods, or filler rods, are small-diameter metal rods used to add metal to the weld during the welding process. During welding, the filler rod melts and deposits its metal into the puddle, where it joins with the molten base metal to form a strong weld. Because the composition of the filler rod must be matched as closely as possible to that of the base metal, the selection of the appropriate rod for the job is extremely important. Choosing the wrong filler rod will result in a weak and ineffective weld.
Welding rods are available in a variety of sizes and compositions (see Table 4). The sizes range in diameter from 1/16 inch to 3/8 inch. Cast-iron rods are sold in 24-inch lengths, and all others are available in 36-inch lengths.



Flame Adjustment
The proportions of oxygen and acetylene can be adjusted to produce a neutral, oxidizing, or carburizing flame. Oxyacetylene welding is normally performed using a neutral flame produced by mixing roughly equal amounts of oxygen and acetylene
 |
| FIG 5 |
1- Carburizing flame : Also called a reducing flame, produced by burning an excess of acetylene. The flame very often has no beard or brush on its inner tip. When adjusted to have a small beard, it may be used on most nonferrous metals (those not containing iron elements). The outer envelope is usually the portion of the flame used on these metals.
2- Neutral flame Produced by burning one part acetylene gas and slightly more than one part oxygen.
3- Oxidizing flame Produced by burning an excess of oxygen. The flame has no beard, and both the inner tip and the envelope are shorter. The oxidizing flame
is of limited use because it is harmful to many metals.
 |
| FIG 6 |
1- Clean the nozzle on the head. This should be done with a fine, round metal file. Just make sure that this nozzle hole is unobstructed. If holes are obstructed, a torch tip bore cleaning tool may be necessary.

2-Securely fasten the "head" of the torch on the end of the hoses. It should thread into a socket where both the Oxygen and Acetylene hoses come together. Usually this joint is brass.

3- Tighten both valves on the "head" that you just secured in the socket. Make sure these valves are shut completely; otherwise, your gas/air mixtures will be off


5- Now, this is where a cutting head and a welding head are different. A welding head is simple, and has two valves located near the base of the head. To use this head:
- Turn on the Acetylene valve until you hear a slight hiss of gas from the nozzle.
- Take your striker/lighter and light the torch.
- This should produce a dark red-orange flame which puts out very putrid black smoke.
- Now, slowly turn on the valve that controls your oxygen, until you see the flame change. Careful: too much oxygen and you can "bleed out" the flame -- which means the flame will go out. In this event, turn the oxygen off and try again.
- The flame should be blue with a white inside tip. The inner, white tip should measure around 3⁄8 inch (1.0 cm) long.

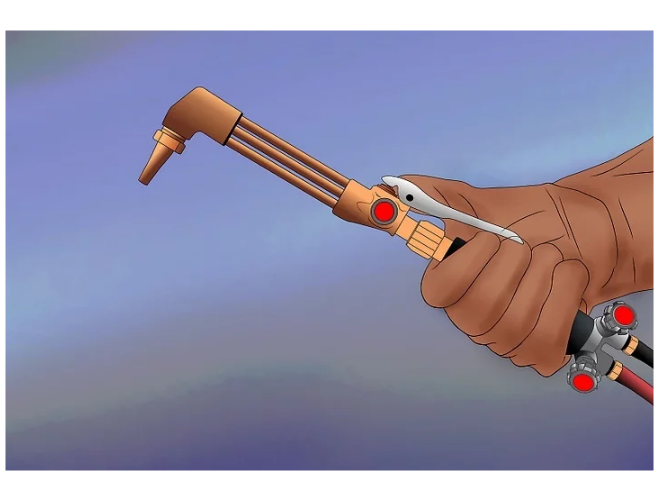
6-For cutting, there is a different head. You will notice a trigger, and three tubes going up to the nozzle.

- First, turn the oxygen that IS released by the trigger, all the way on.
- Turn on the Acetylene valve until you hear a slight hiss of gas from the nozzle.
- Take your striker/lighter and light the torch.
- This should produce a dark red/orange flame, that puts out very putrid black smoke.
- Now, slowly turn on the valve that controls your Oxygen (there are two valves for oxygen on a cutting head, one blocked controlled by the trigger, one unrestricted), until you see the flame change. Careful: too much Oxygen and you can "bleed out" the flame. Meaning the flame will go out. In this event, turn the Oxygen off and try again.
- The flame, when the trigger is NOT compressed, should be a blue flame, measuring about two inches, with about a 1/2" bluish-yellow inner flame.
- When the trigger is compressed, the flame will become much shorter, louder, and faster.
- When cutting, always heat the metal up to a nice cherry red, and then press the trigger for oxygen. Caution: Sparks will be thrown, so be aware and safe.
OXYACETYLENE WELDING METHODS
2-Backhand Welding Method
3-Adding Filler Metal
4-Torch Movement and Angle
NOTE
Do not attempt to reweld a defective weld. Remove the defective weld metal from the joint and lay down a new weld bead. Rewelding commonly produces weak welds



One of the best articles that I’ve read in a very long time! I Took notes and surely gonna implement and test bunch of stuff you talked about.
ReplyDeleteYou’re a beast! Cheers, Ash
And don't forget to visit Besttoolsbrand
It was really nice to read a blog post. I have been a huge fan of your blog posts for many years. Thanks for always being there
ReplyDeleteOxygen concentrator price in bangladesh
Oxygen Cylinder price in bd
Oxygen Cylinder price in bd